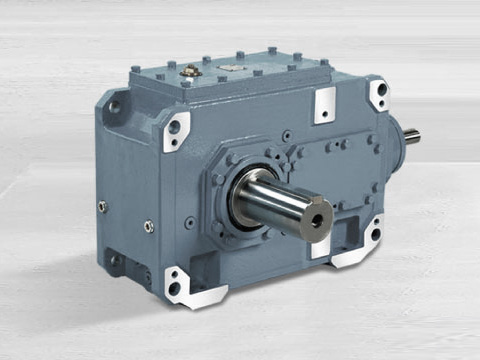
硬齿面减速机与普通减速机相比较主要优势有传动效率高、承载能力强,配比灵活、组合方便,安装简易、成本合理,可实现模块化设计。此系列减速机采用特种钢材,经特殊处理工艺使齿轮表面硬度达到45HRC以上。不同的工艺方法获得的硬化层性能存在很大差异,下面我们就简单介绍下各种工艺的的不同特点。

1、减速机齿轮表面渗氮或氮碳共渗。此种工艺减速机齿轮硬化层深度较浅(一般为0.5mm),其硬度为550HV(52HRC)。其承载能力受到限制,而且氮化硬化层局部过载能力较小,氮化工艺成本很高,故较少采用。氮化减速机齿轮因不能淬火,故变形很小,一般用在不能采用磨齿工艺的内减速机齿轮和花键齿圈上。
2、采用中频或高频感应淬火和火焰淬火的硬齿面的减速机齿轮因硬化层与非硬化层芯部有明显的界面,硬度梯度大,同时表面硬度低(55HRC左右)。齿根淬硬困难性能和承载能力均不理想。
3、减速机齿轮表面渗碳后再淬火。此种工艺加工的减速机齿轮表面硬度高(58HRC~62HRC),齿面硬化层均匀,从表面往里的硬度只有微不足道的下降(由残余奥氏体决定)。从硬化层往心部的硬度梯度小,具有较好的抗硬化层剥落能力。因此,渗碳硬化层承载能力高,得到了广泛的应用。
无论是硬齿面减速机还是二次包络蜗轮副,先进合理的设计、高精度的制造、组装、全面的性能检测保证外,正确的装配才是保证齿轮箱长寿命、安全可靠工作的重要环节